Produkt




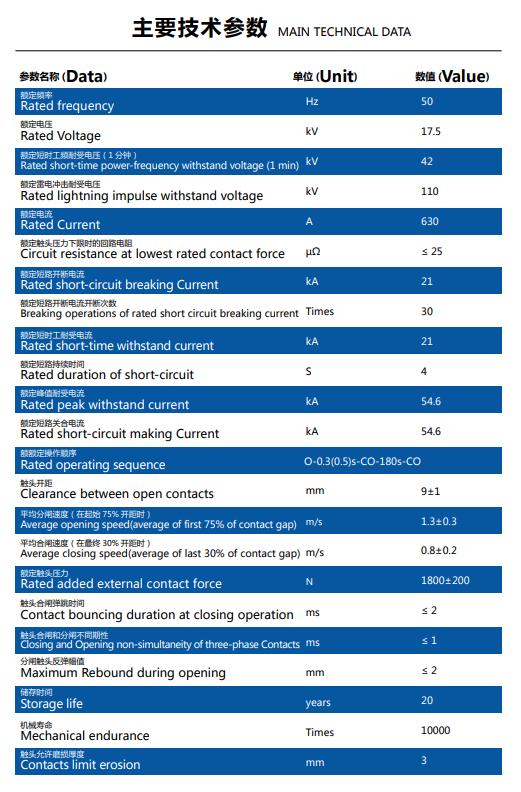
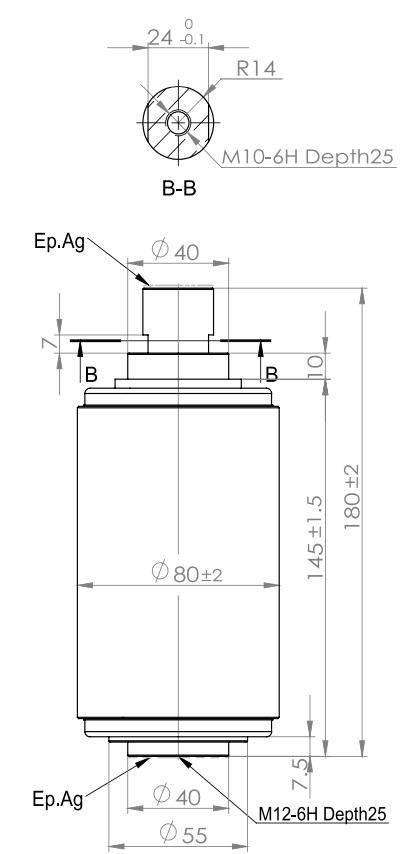
Vakuumbryter for eksport TD-17.5/630-21(188)
Kort beskrivelse av produktet:
Underenheter av vakuumavbrytere ble først satt sammen og loddet sammen i en hydrogen-atmosfæreovn.Et rør koblet til avbryterens indre ble brukt til å evakuere avbryteren med en ekstern vakuumpumpe mens avbryteren ble holdt ved omtrent 400 °C (752 °F).Siden 1970-tallet har avbryterdelkomponenter blitt satt sammen i en høyvakuum-loddeovn ved en kombinert lodding- og evakueringsprosess.Titalls (eller hundrevis) av flasker behandles i en batch, ved hjelp av en høyvakuumovn som varmer dem opp ved temperaturer opp til 900 °C og et trykk på 10−6 mbar.Dermed oppfyller avbryterne kvalitetskravet "forseglet for livstid".Takket være den helautomatiske produksjonsprosessen kan den høye kvaliteten konstant reproduseres når som helst.
Deretter brukes evalueringen av avbryterne ved hjelp av røntgenprosedyren for å verifisere posisjonene samt fullstendigheten til de interne komponentene og kvaliteten på loddepunktene.Det sikrer den høye kvaliteten på vakuumavbryterne.
Under formingen etableres den definitive interne dielektriske styrken til vakuumavbryteren med gradvis økende spenning, og dette verifiseres ved en påfølgende lynimpulsspenningstest.Begge operasjonene utføres med høyere verdier enn de som er spesifisert i standardene, som bevis på kvaliteten på vakuumavbryterne.Dette er forutsetningen for lang utholdenhet og høy tilgjengelighet.
Under visse omstendigheter kan vakuumbryteren tvinge strømmen i kretsen til null før den naturlige nullstillingen (og reversering av strømmen) i vekselstrømkretsen.Hvis avbryterens driftstidspunkt er ugunstig i forhold til vekselstrømsspenningsbølgeformen (når lysbuen er slukket, men kontaktene fortsatt beveger seg og ioniseringen ennå ikke har forsvunnet i avbryteren), kan spenningen overstige gapets motstandsspenning.
Nå for tiden, med svært lav strømkapping, vil ikke vakuumbrytere indusere en overspenning som kan redusere isolasjonen fra omkringliggende utstyr.